Détails du produit
I. Utilisation
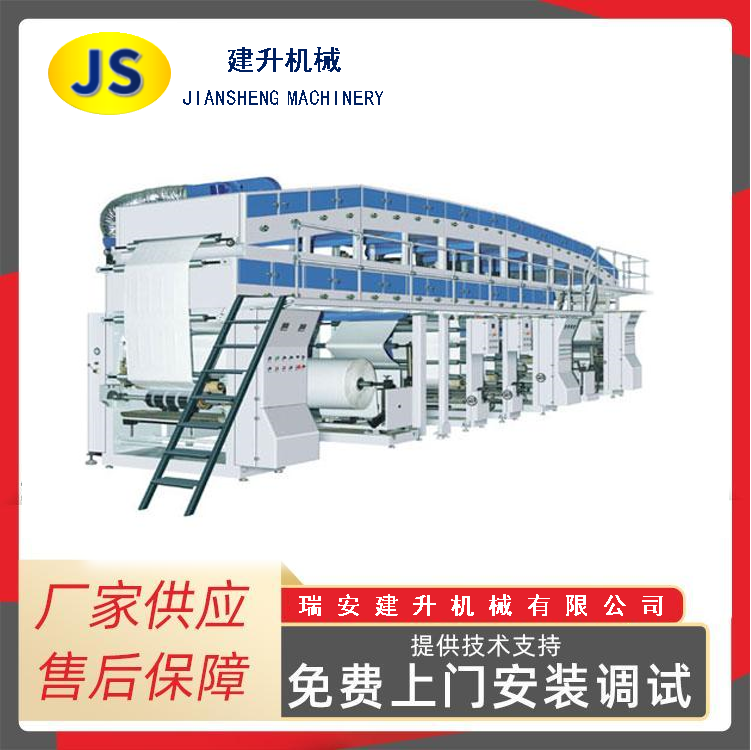
Elle adopte une machine d'enduction multifonctionnelle pour le laminage humide, la coloration et l'impression, qui convient à la production de cartes en or et en argent et d'autres produits enduits.
Principaux paramètres techniques
Modèle : TB-Z600
Méthode de revêtement : revêtement anilox
Largeur du revêtement : 600 mm
Diamètre de déroulement : φ600mm
Diamètre de prise en charge : φ600mm
Forme d'enroulement et de déroulement : simple station
Longueur du four : 9m
Température du four : 10-100°C
Vitesse d'enduction : 10-60m/min (selon le matériau)
Vitesse mécanique : 80m/min
Dimension globale : 13000×2300×3500mm
Poids de la machine : environ 12T
Méthode de chauffage : type de chauffage électrique
Puissance totale du moteur de l'ensemble de la machine : environ 20KW
Performances et caractéristiques
1) L'ensemble de la machine est contrôlé par 6 moteurs à conversion de fréquence.
2. le cadre de décharge est à une seule station, avec un contrôle automatique de la tension de la poudre magnétique.
3、La méthode de revêtement anilox, l'arbre racleur de revêtement adopte une natation mécanique indépendante à double arbre robuste, la méthode de réglage du racleur est manuelle avec le type pneumatique, l'angle peut être ajusté arbitrairement, la quantité de revêtement dépend de la ligne de maille du rouleau anilox, la quantité de revêtement différente peut être changée à la ligne de maille différente du rouleau anilox.
4. le four est de 9m divisé en 3 sections de contrôle de température indépendant, le chauffage utilisant le chauffage électrique, l'air chaud dans le système de séchage, l'aspiration de circulation interne réglable et le dispositif d'échappement, dans et hors du vent fort, sécher complètement.
6、La roue de guidage dans le four adopte une synchronisation active et hôte, la transmission adopte le type de transmission par poulie à courroie synchrone, pour éviter l'étirement et la déformation des matériaux.
7) Rouleau de revêtement - synchronisation de la tension centrale du rouleau en acier de traction à l'aide d'un contrôle de type bras oscillant flottant.
8、Automate et dispositif de contrôle de vitesse
9. le correcteur de bord EPC est utilisé pour la netteté de l'enroulement du matériau.
L'arbre d'expansion pneumatique à clavette est utilisé pour le chargement et le déchargement du matériel pour une opération facile.
11、Dispositif de traction à pression ascendante de haute précision, le refroidissement du rouleau en acier adopte le type de circulation d'eau, à travers le rouleau de refroidissement pour rendre le film plus plat, plus de raclage droit, plus pour atteindre l'effet de refroidissement.
La forme du cadre de réception est une station unique, et l'enroulement est contrôlé par un moteur de conversion de fréquence et un convertisseur de fréquence vectoriel.
IV. exigences
A. Machine spécialement adaptée aux besoins des clients (largeur limitée de 300 à 2000 mm).
B. Les supports d'enroulement et de rembobinage se présentent sous les formes suivantes : station simple à levage manuel, station simple à levage hydraulique, station double à bascule électrique, station double à montée par zip électrique, station double à bascule électrique, etc.
C、Les méthodes de chauffage du four sont : le chauffage électrique, le chauffage par four à huile conducteur de chaleur, le chauffage à la vapeur, etc. pour que les clients puissent choisir.
D. Les méthodes d'enduction sont les suivantes : enduction par rouleau anilox, enduction par double rouleau, enduction par trois rouleaux, enduction par cinq rouleaux, enduction par raclette à virgule, enduction par lame d'air, etc., au choix du client.
E. La vitesse de travail est proportionnelle au matériau du revêtement, à l'épaisseur du revêtement, à la longueur du four, à la température de séchage, etc.
V. Déroulement du processus
Rouleau de libération du substrat - unité de revêtement - unité de séchage - unité d'évacuation - enrouleur














 Réservez-le comme la page d’accueil
Réservez-le comme la page d’accueil





